Kom i gang
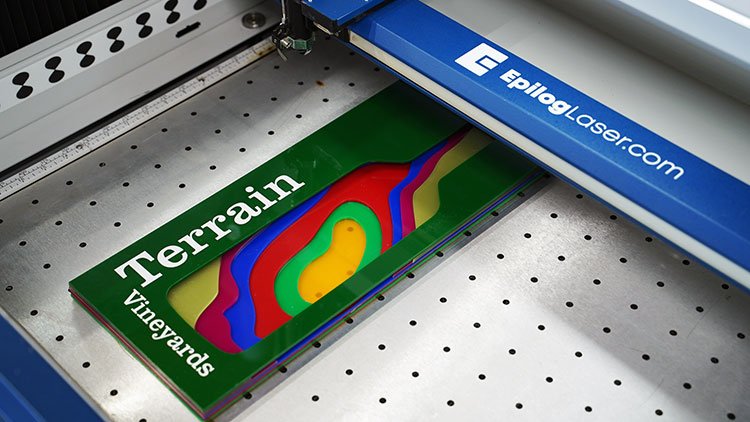
For dette prosjektet vil vi bruke Fusion Pro 32 med et 80-watts laserrør, og det valgfrie vektorbordet i lamellstil, som er perfekt for å kutte store former ut av akrylplater.

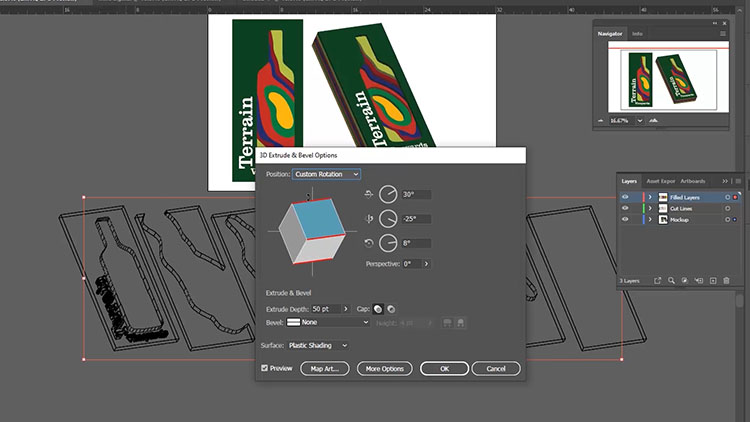
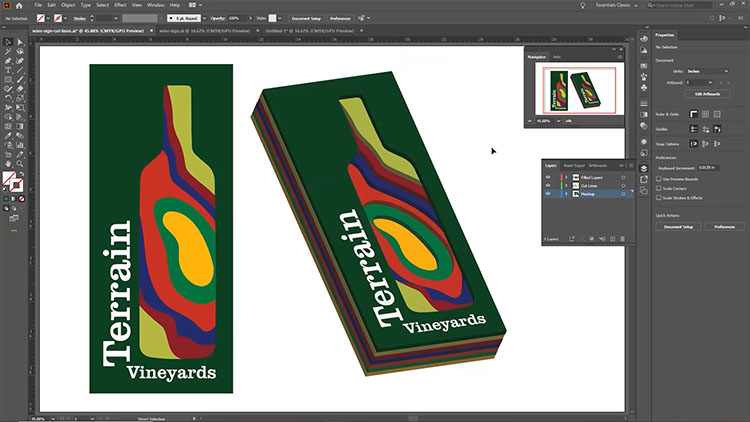
I Adobe Illustrator har vi laget et 3D-eksempel på hvordan sluttprosjektet vårt vil se ut, ved å bruke Illustrators 3D / Bevel og Extrude-funksjoner. Å lage en 3D digital mockup som dette er en fin måte å utvikle et proof of concept for prosjektet ditt. Selv om dette ikke er et nødvendig steg, gir det deg muligheten til å visualisere hvordan det endelige stykket vil se ut før du begynner produksjonsfasen ved laseren.
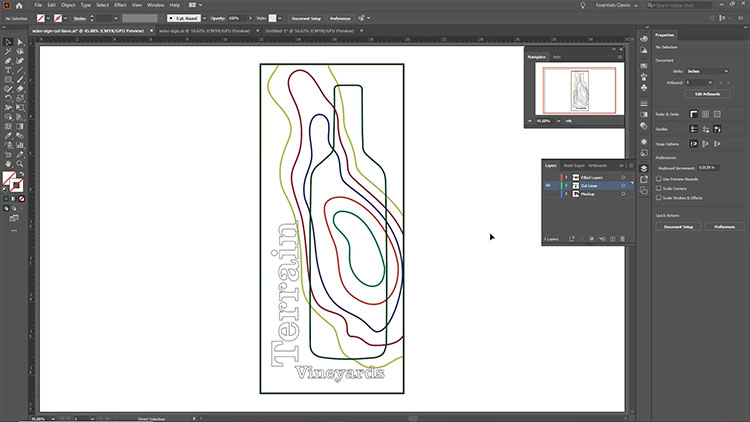
Vi har forberedt lagene som kuttlinjer, farget for å passe til akrylplatene. Før vi skriver ut til Epilog Software Suite, forsikrer vi oss om at vi har slått av lag i Adobe Illustrator som vi ikke ønsker å skrive ut. Deretter sentrerer vi alle kuttlinjene våre til tegnebrettet. Dette vil forenkle arbeidsflyten så snart vi er i Software Suite. Skriv ut filen til Software Suite.
Etablere innstillinger og arbeidsflyt
Vi starter med å importere 1/8-tommers akrylskjæringsinnstillinger fra programvarepakkens materialdatabase. Vi klikker på "Importer materialinnstillinger"-knappen i prosessen vår, og velger deretter alternativet "Skjæring 1/8" (3mm)" fra Akryl- delen i Vector- fanen.
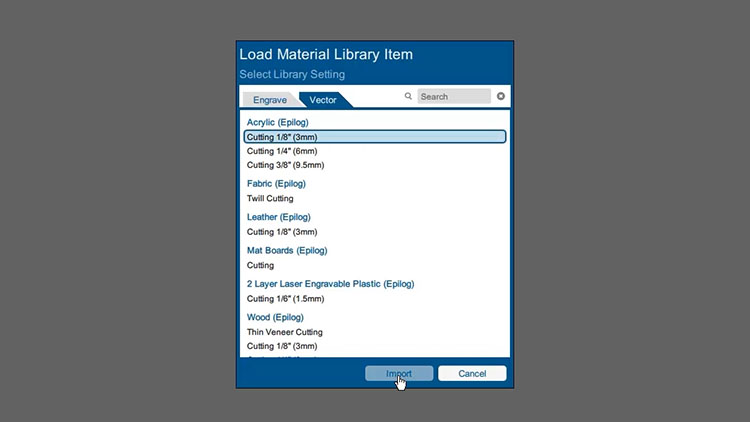
Software Suite bruker innstillingene våre i prosessen.
Kutteinnstillinger (Akryl)
Maskin: 120-Watt CO2 Fusion Pro
(Sørg for å sjekke de anbefalte materialinnstillingene i maskinens håndbok.)
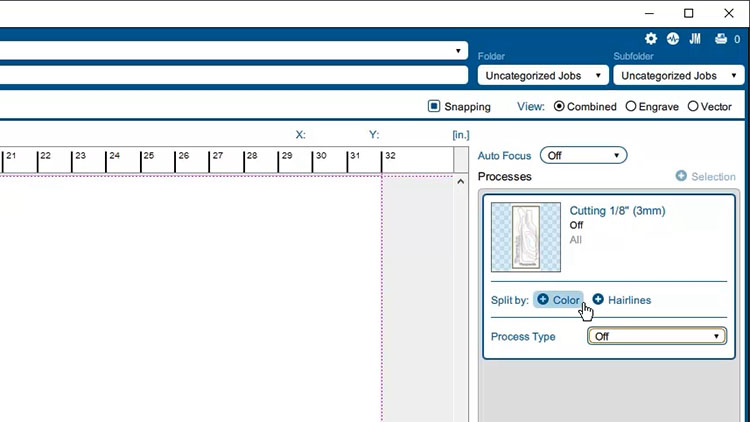
Deretter setter vi Prosesstype til "Av". Vi er i ferd med å dele denne prosessen inn i de individuelle lagene, og ved å sette Prosesstype til "Av" før splitting vil hvert lag som standard være Av. Dette vil gjøre det lettere å slå på hver prosess individuelt for utskrift til laseren.
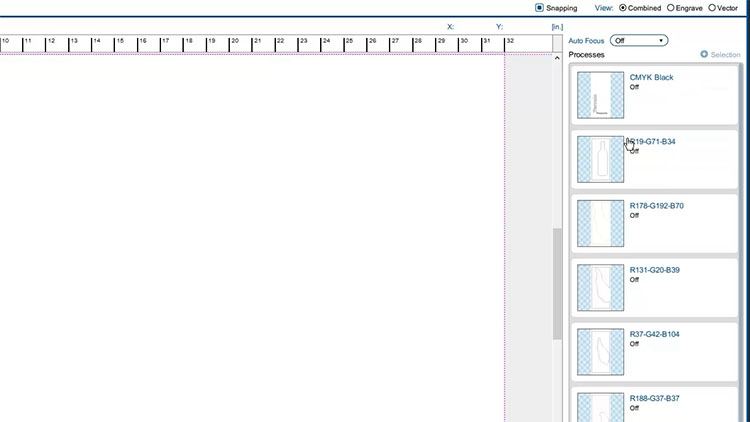
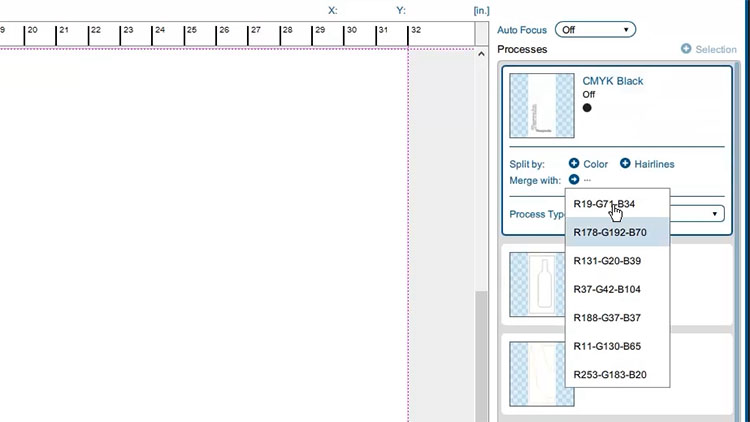
For å skille gruppen med kuttlinjer etter farge, klikker du på Farge-knappen ved siden av Del med: i prosessalternativene. Dette vil dele alle de fargede kuttlinjene inn i separate prosesser, samtidig som materialinnstillingene og prosesstypen vi valgte tidligere beholdes.
Bruk i tillegg flettefunksjonen for å omgruppere tekstkuttelinjene med vårt mørkegrønne lag for å holde disse to skiltlagene gruppert. Vi ender opp med å sende dem til laseren samtidig.
Med Epilog Software Suite kan vi gi hver prosess innenfor jobben et unikt navn, så før vi begynner å kutte akrylen til skiltet, skal vi gi hver del av prosessen navn etter fargen på akrylen vi kutter det ut fra. Selv om dette ikke er et nødvendig trinn, vil det gjøre det enklere å jobbe seg gjennom prosesene mens vi sender dem til laseren. Etter at alle prosessene har fått nye navn, er vi nå klare for å begynne laserkuttingen.

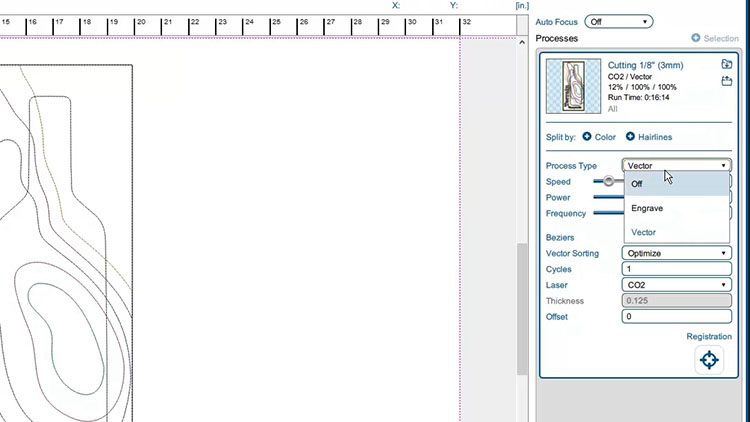
For å sende våre første kutt til laseren, er det bare å endre prosesstypen fra Av til Vektor. Vi begynner med den grønne akrylprosessen.
Skrive ut lagene
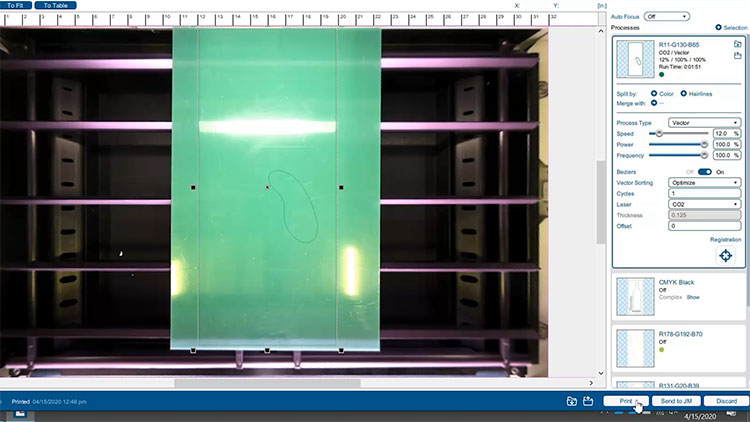
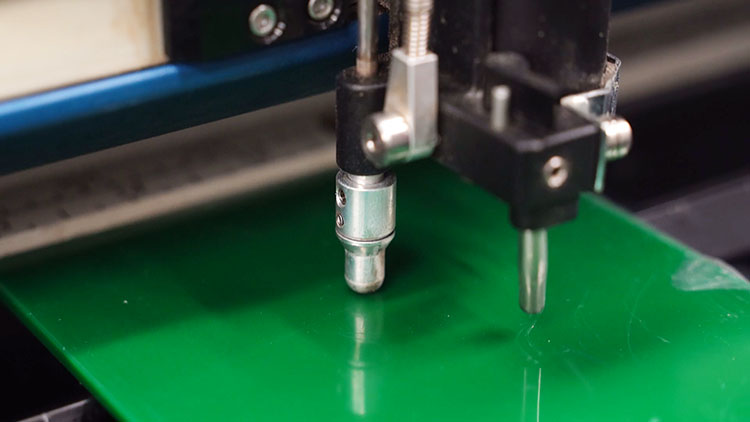
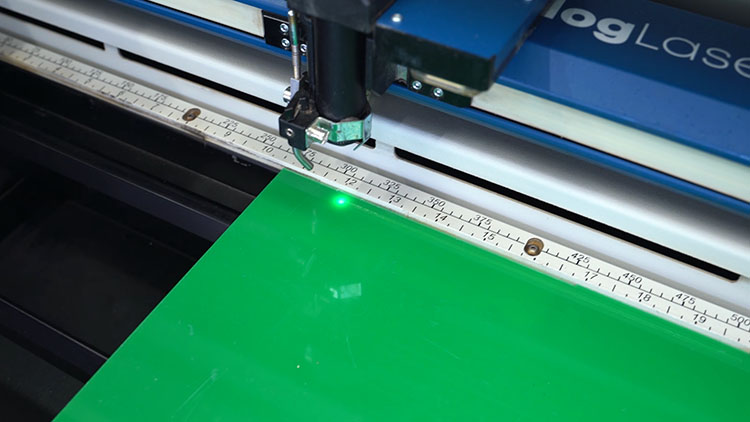
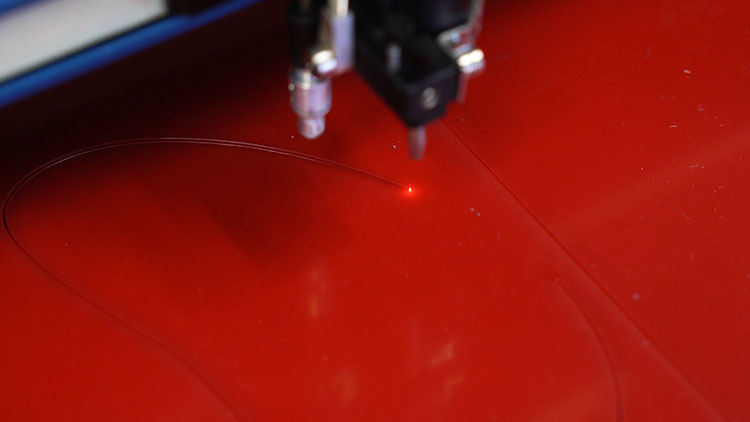
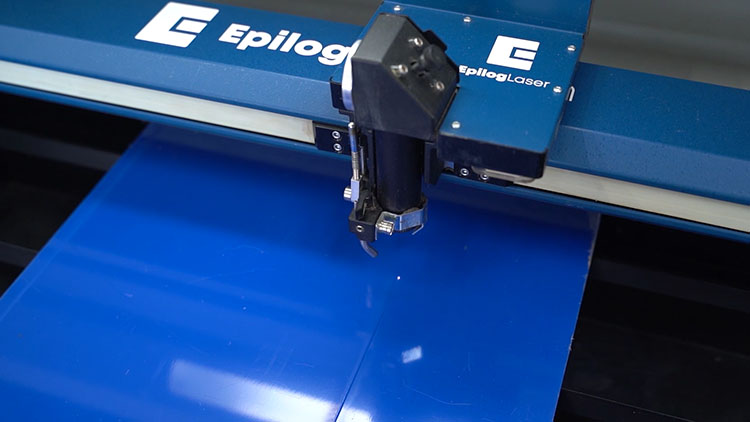
Sørg for å fokusere laseren til materialet og plasser kuttlinjene i programvarepakken slik at de passer til akrylplaten. Velg deretter "Skriv ut" for å sende kuttlinjene til laseren. Ved laseren velger du jobben og trykker på Go-knappen.
Når vi er ferdige med å kutte vårt første akrylark, gjentar vi denne prosessen til vi har kuttet ut alle lagene og delene vi trenger for å sette sammen skiltet vårt. For hvert ark med akryl, sett Prosesstype for laget du vil kutte til "Vektor" i programvarepakken, og sørg for at alle andre lag er satt til "Av". Skriv den deretter ut til laseren.
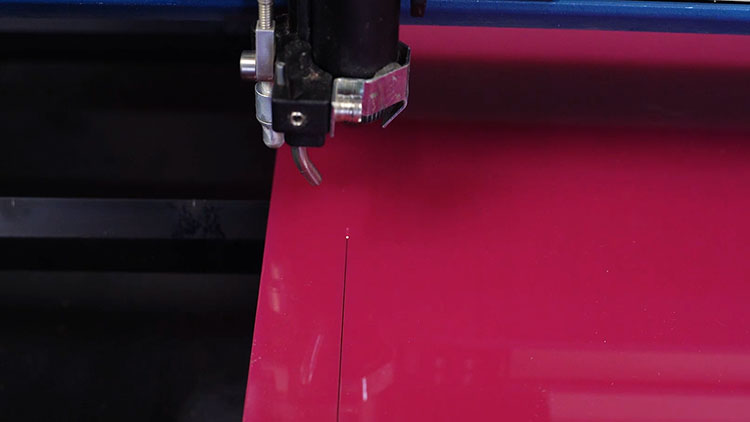

Kutting av det øverste laget
For det siste laget med akryl, skal vi skrive ut teksten og den mørkegrønne akrylprosessen. Vi bruker slitesterkt hvitt papir med selvklebende bakside, og et overleggings kisskutteteknikk på overflaten til den mørkegrønne akrylen for å lage de hvite bokstavene til skiltet vårt.

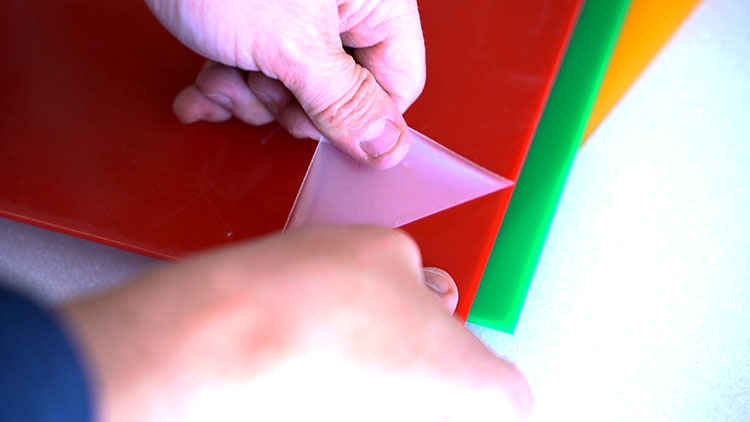
Vi fjerner maskeringsmaterialet fra den glansede siden på den mørkegrønne akrylen.
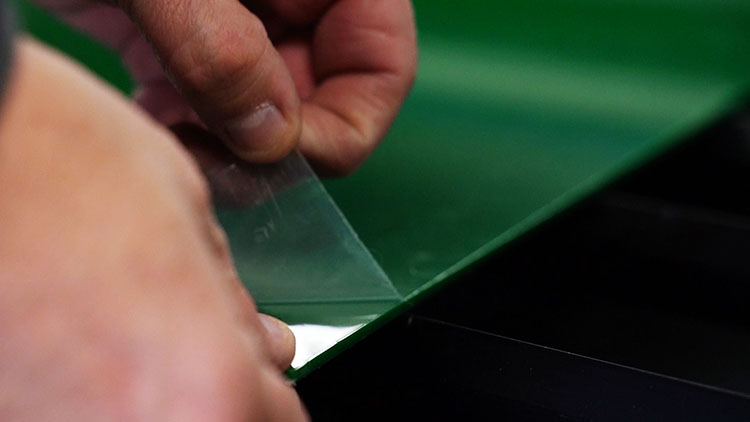
Deretter fjerner vi underlaget på det selvklebende papiret og fester det til overflaten på den mørkegrønne akrylen, og plasserer den omtrent der teksten vår vil ligge.
I Software Suite justerer vi hastighets- og effektinnstillingene for den grønne akrylen til full kutting og papiroverleggings kisskuttingen.
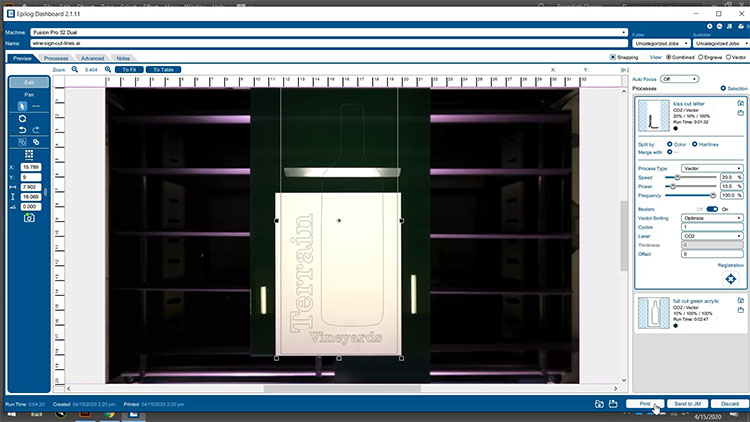
Vi vil bruke 10 % hastighet, 100 % kraft og 100 % frekvens for våre fulle kutt som vil gå gjennom både det selvklebende papiret og akrylen.
Kutteinnstillinger (akryl og selvklebende papir)
Maskin: 120-Watt CO2 Fusion Pro
(Sørg for å sjekke de anbefalte materialinnstillingene i maskinens håndbok.)
Vi bruker 20 % hastighet, 10 % kraft og 100 % frekvens for våre hvite bokstavkysssnitt. Kysssnittet vil skjære gjennom bare det hvite klebepapiret uten å skjære gjennom den mørkegrønne akrylen, slik at vi kan skrelle bort det overflødige hvite papiret. Skriv ut jobben til laseren, velg den på maskinen og trykk på Start.
Kisskutteinnstillinger (selvklebende papir)
Maskin: 120-Watt CO2 Fusion Pro
(Sørg for å sjekke de anbefalte materialinnstillingene i maskinens håndbok.)


Montering
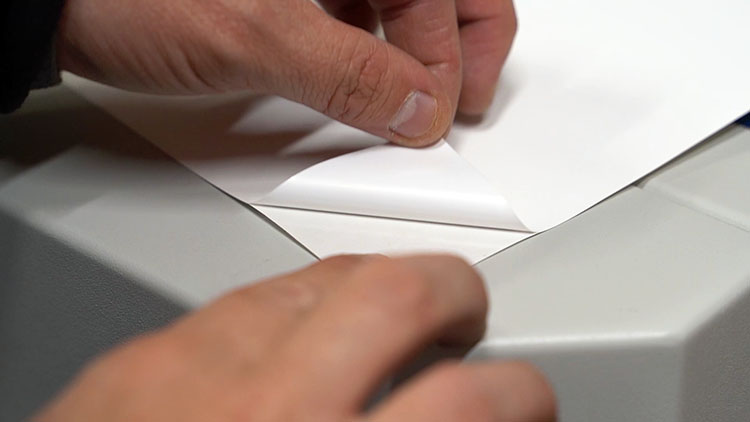
Det neste du gjør er å skrelle bort overflødig hvitt klistremerkepapir slik at kun teksten er igjen.

Nå som alle lagene er ferdige, gjør vi en rask prøvetilpasning for å være sikker på at alle lagene er klare for sluttmonteringen.
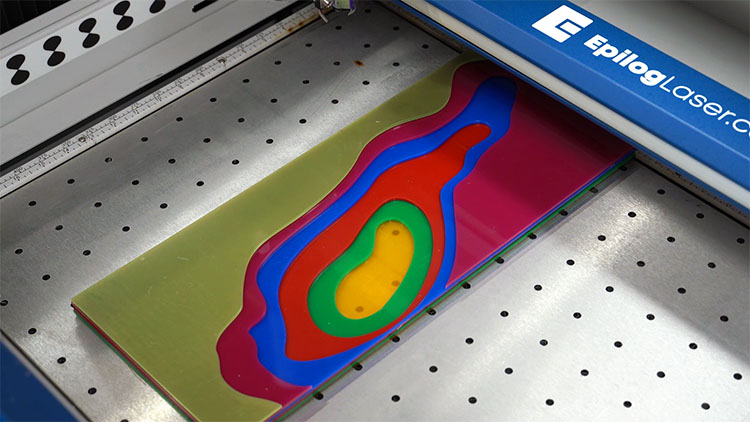
Vi fjerner gjenstående maskeringsmateriale fra hvert akryllag.
Deretter limer vi lagene sammen med cyanoakrylat (CA) lim.


Med plasseringen av det siste laget er du ferdig med et unikt, lagdelt akrylskilt som er laget med en Epilog Laser.



Hvor kan du bruke og / eller selge tilpassede laserkuttede akrylskilt?
- Hos lokale virksomheter
- Hos selskapet ditt eller på skolen
- For retningsskilt
- Hos museum og til pedagogiske skjermer



